
Shell and Tube Heat Exchanger Design, Enhancement, and Repair
Design Software
Boiling Enhancement
Tube Restoration
At the start of any shell and tube heat exchanger design project, process engineers are utterly besieged by design standards. They must usually check and reconcile a wealth of open literature industry standards -- TEMA, ASME, ANSI -- as well as internal company and/or client-specific standards.
Although standards provide the guidelines, engineers must still apply them. And while heat exchangers are an old technology, new tools and practical tricks give engineers an array of powerful tools to improve design, efficiency, and maintenance.
Design Software
Remember how it used to be in the old days of heat exchanger design? First, the process engineer developed the process design basis and completed the heat and material balances on a stand-alone process simulator.
Then the systems engineer worked up a preliminary design for the shell and tube exchanger using a stand-alone thermal design package. Then the mechanical engineering department completed the mechanical design and passed the information back to the systems engineer to recheck the thermal design.
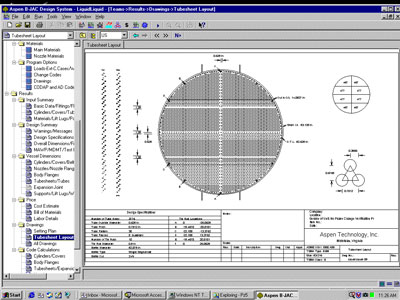
Thankfully, this is no longer necessary. Aspen Technology, Inc. (Cambridge, MA) recently introduced a new software package, Aspen B-JAC, that seamlessly integrates all aspects of heat exchanger design.
B-JAC is one of several packages included in Aspen's new Engineering Suite software. The suite, which promises a comprehensive solution to chemical process design, includes programs for dynamic simulation, pinch technology, process optimization, as well as Aspen's flagship steady-state process simulator, Aspen Plus.
The suite enables process engineers to complete process design, exchanger thermal design, and exchanger mechanical design in a single program. Engineers start by using Aspen Plus for process design.
B-JAC handles heat exchanger thermal and mechanical design. B-JAC actually consists of several distinct engineering programs: Hetran, Aerotran, and Teams. Hetran is used for thermal rating and design, Teams is used for mechanical rating and design. Hetran and Teams are intended for shell and tube heat exchangers, while Aerotran is specifically for air-cooled exchangers.
Aspen software enables the engineer to seamlessly transfer process information from Aspen Plus to Hetran, then transfer thermal design information from Hetran to Teams, where he or she can complete the mechanical design.
B-JAC also supplies a wide array of supplementary information and analysis, including cost of fabrication, bill of materials, TEMA specification sheet, and fabrication ready drawings.
"We used Aspen B-JAC for the design of over 75 different heat exchangers," says Jim Brocato, BASF manager of process engineering. "Our engineering team successfully completed the project with a high degree of process engineering efficiency. We estimate a savings of over 1500 man-hours in the design phase alone."
Boiling Enhancement
Boiling is a very common and important process in petroleum refining and petrochemical processes. Shell and tube heat exchangers are often used to accomplish boiling heat transfer, typically within kettle, horizontal thermosyphon, and/or vertical thermosyphon reboilers. TEMA designations usually include BKM, BKU, AJS, BEM, and BHU.
Boiling normally occurs within the nucleate boiling range, which is known for high heat transfer rates. In nucleate boiling, small bubbles form at nucleation sites created by scratches and irregularities on the tube surface. The bubbles flooding the surface of the tube help transfer heat, greatly enhancing convection.
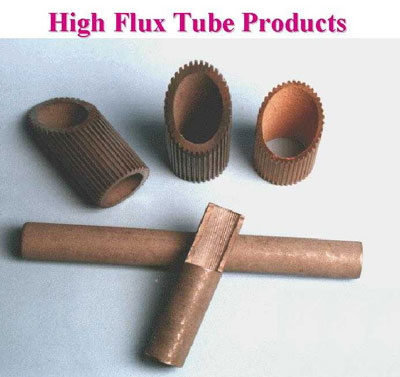
UOP LLC (Des Plaines, IL) has developed a technology that greatly enhances heat transfer rates within the nucleate boiling range. The product, High Flux Tubing (HFT), consists of bare tubes coated with porous, metallurgically bonded granular metal. The porous metal increases surface area and creates millions of new nucleation sites. The net effect is boiling side heat transfer coefficients that are 10-30 times larger than those achieved by bare surfaces.
HFT comes in several different configurations:
- Coated. HFT is available for bare tubes with the coating placed on either the inside or outside surface. This configuration is used when only one fluid (on the boiling side) is experiencing a phase change.
- Coated/finned. This configuration places a coating on the outside and fins on the inside. It is used when one fluid is boiling and the other is condensing.
- Vertical thermosyphon. In the case of a vertical thermosyphon, the boiling fluid is on the inside of the tube. In this case, the inside of the tube is coated and the outside is fluted. The flutes provide channels for the condensate to drain; and thus, reduce film resistance.
HFT brings several benefits to the table: smaller tube bundles, lower steam costs, reduction of shells and plot space, less tube fouling, and higher throughput rates (debottlenecking).
"The use of HFT can lead to substantial savings in capital investment and operating costs in both new plants and in the expansion of existing plants," says Michael Sobczyk, a UOP engineer in Tonawanda, NY.
"These benefits are the result of increasing the overall heat transfer coefficient via an improvement in the boiling film coefficient. In essence, the heat transfer resistance on the boiling side is no longer the rate controlling resistance due to the augmentation of the boiling film coefficient."
Tube Restoration
Heat exchanger tubes commonly fail due to flow phenomena inherent in the design itself. Fluid enters the tube side of the exchanger through the exchanger head. It moves from this large space through the holes in the tubesheet and into the tubes themselves. As the volume of the fluid contracts, it accelerates to a velocity greater than usually anticipated in the calculation of the tube diameter.
The combined effects of increased fluid velocity and associated swirling inflict serious damage to the exchanger tubes, particularly at the tube entrance. Typical damage includes erosion, stress corrosion cracking, crevice corrosion, localized pitting, and ammonia grooving.
A simple and cost-effective solution to inlet tube damage is a metal tube insert manufactured by CTI Industries, Inc. (Stratford, CT). Originally developed for naval condensers, the insert is placed into the damaged tube and then mechanically expanded to affix the tube permanently. This is extremely useful because tube failure usually occurs at the tube end. The insert eliminates the need to replace the entire tube.
"It is common experience that many failures within exchanger tubing occur in the first six inches of the tube bundle entrance," says CTI GM Peter Tallman. "Frequently encountered forms of such tube end damage are erosion, impingement attack, stress corrosion cracking and pitting. The damage variously manifests itself as tube thinning, grooving, localized pitting and cracking, and ultimately tube leakage and failure.
"An effective in-situ tube restoration technique consists of installing thin-walled metallic inserts, or 'shields,' that are mechanically expanded into the affected tube ends," says Tallman. "Metallic tube shields have successfully returned damaged heat exchanger tubes to active service at a fractional cost of retubing."
For more information: Aspen Technology, Inc., Ten Canal Park, Cambridge, MA 02141. Phone: 617-949-1000. Fax: 617-949-1030.
Or: CTI Industries, Inc., 200 Benton St., Stratford, CT 06615. Phone: 203-378-2000 or 1-800-446-0060. Fax: 203-378-8870
Or: UOP LLC, 25 E. Algonquin Rd., Des Plaines, IL 60017-5017. Telephone: 847-391-2000. Fax: 847-391-2253.
By Richard Carranza, Editor/Consultant, Lisle, IL. Phone/Fax: 630-322-8995. Email: richard_carranza@msn.com.