
Primary Measures: How do we get wrong liquid levels?

Troubleshooting and control have the same needs and objectives: understanding the process and making it work better
Contents:
Poor level control makes operation unstable and damages equipment
How is liquid level measured?
DP cells, sight glasses and liquid level measurement problems
About the Author
Automatic control systems have advanced far from their initial applications in the process industries. The conversion from local single-input/single-output loops through initial application of advanced methods to current multivariable, adaptive, and neural network applications has increased plant profits. Petroleum refineries, petrochemical plants, gas processors, and other industries have all benefited from control system improvements.
However, even our best control systems depend upon the information that comes to them. Control systems are decision systems. Control systems "decide" to change some process conditions to maintain others at desired targets. Like every decision system, poor information leads to poor decisions. Poor decisions equal poor control. And poor control costs money.
Inaccurate information that fools our control system often fools us as well. When troubleshooting, we often use the same data the control system uses. Our judgement allows us to interpret the data differently, or even ignore it. Interpretation and judgement choices depend upon our knowledge of the process, understanding of fundamentals, and of how equipment works.
Modern control systems contain more than software and computers. They contain hardware to measure the process and transmit the information to the computer. Recent reporting has concentrated on the "sexy," new things in computers and software and overlooked the fundamentals of how the hardware works. Design errors, improper installation, and ineffective maintenance of the hardware cause many control problems.
For both troubleshooting equipment and improving unit control, we need to understand the fundamentals of how equipment works, how the process works, and how our measurement of the process works. Understanding the primary measures, how the control system or the troubleshooter interprets the unit readings, is key to solving process problems. It is also the key to designing and installing profit making control systems.
Poor level control makes operation unstable and damages equipment
One of the basic facets of stable and effective control is system inventory control. Pressure control regulates vapor inventory. Level control regulates liquid inventory.
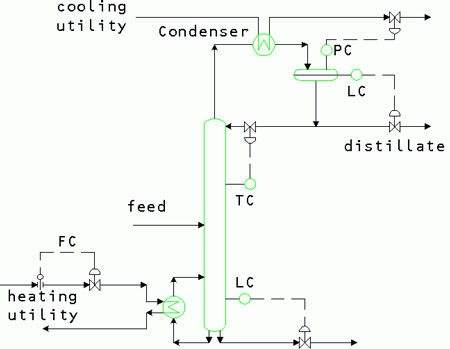
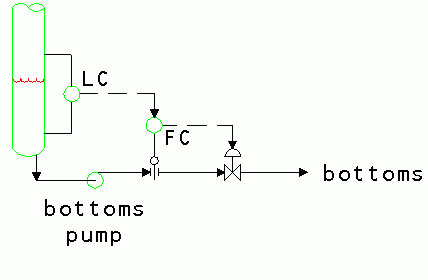
Figure 1 shows a common control configuration used with distillation towers. The key point is that the bottom level controls the bottoms product rate. Figure 2 zooms in on the bottoms area. In Figure 2 the added detail shows the bottoms level span measure and the cascade of bottoms level resetting the bottoms flowrate. Additionally, a pump is added to pressure the bottoms out of the unit. Depending upon pressure balance and product disposition, a pump may or may not be required for product rundown.
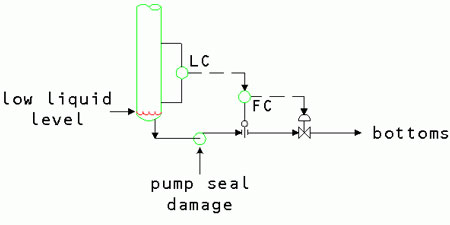
Inaccurate liquid indication causes many expensive operating problems. If the level is lower than expected, pump cavitation damage may result (Figure 3). Cavitation damages pump seals, damaged pump seals leak, and maintenance costs increase. Leaks can lead to fires, massive unit upsets and place personnel in danger.
Poor liquid level control reduces the effectiveness of advanced control systems. Decoupled control systems depend upon using liquid inventory changes to dynamically compensate for control disturbances while minimizing regulatory changes to the system.
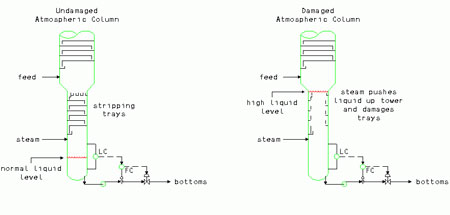
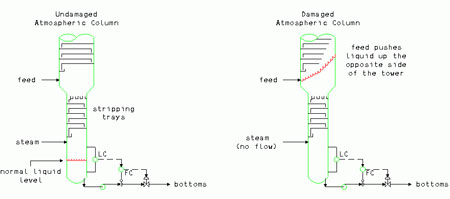
High liquid levels damage equipment. In particular, liquid backing into reboiler return lines damages trays. The entering reboiler vapors push the liquid up the tower and tray damage results. Damaged trays do not work and product losses result. Figure 4 shows damage found in an atmospheric crude petroleum distillation tower. In this case, poor level control allowed liquid to back up over the stripping trays in the bottom of the tower. Damaged stripping towers in atmospheric crude towers can drop yields by up to 15 percent on crude.
At a different refinery, startup problems caused a high level in an atmospheric crude tower. The liquid backed over the stripping trays and filled the flash zone over the feed inlet nozzle. Entering feed threw the liquid up the tower and destroyed the stripping trays. During startup, steam was not yet being fed to the unit. Hence, the stripping trays escaped the fate of the wash trays further up the tower. Figure 5 shows the damage found after opening the tower.
Damaged wash trays allowed residue to entrain into the atmospheric gas oil (AGO) product. AGO with entrainment poisons downstream catalysts and reduces yield. After nearly a year of operation with dark AGO and millions of dollars in losses, the unit was shut down and repaired.
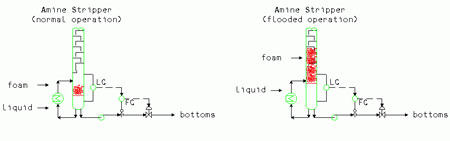
In other cases, entering vapors may push foam up the tower and flood the trays. Figure 6 shows how the problem affected an amine stripper in a Flexsol system.*The tower floods. Liquid may even end up going out the tower overhead line. This plant lost an overhead accumulator full of liquid at least once and often twice per week. Foam entrainment forced a capacity cutback. Reduced capacity drops production or forces operation at lower product purities. Both problems cost money.
How is liquid level measured?
Many different devices measure the vessel level. Choices include displacement floats, buoyancy floats, thermal measurements, thermocouple arrays, radiation methods, sight glasses with optical sensors, and differential pressure cells. Due to the low cost and wide applicability, differential pressure (DP) cells are the most common.
DP cells, sight glasses and liquid level measurement problems
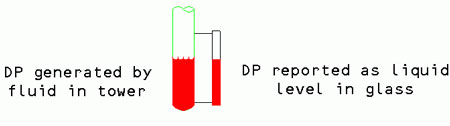
DP cells are very similar to sight glasses. Understanding how sight glasses can fool us explains how the process fools the DP cell. The immediate response looking at a sight glass is that the sight glass shows the liquid level in the vessel. In reality, the sight glass is a DP cell. The sight glass measures the DP inside the vessel and reports that DP to us in a height of liquid that we see in the sight glass. The DP generated inside the tower is the height of liquid, DH, times the liquid density, DL, or DHxDL. The height shown outside the tower is the DP divided by the density in the sight glass, DS, or DP/DS. Figure 7 shows the DP comparison.
Data from DP cells is interpreted in the same way. Control calculations use an assumed liquid density to determine the liquid level inside the vessel.
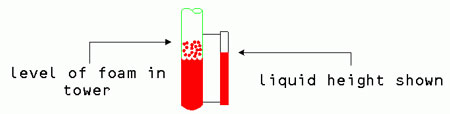
Obviously, if the liquid in the sight glass is the same density as the liquid in the vessel, the reading in the sight glass is accurate. Problems begin when the vessel boot density does not equal the sight glass density. Looking back to the foaming absorber in Figure 5 can show the foam level inside the vessel and get Figure 8. The higher liquid density in the sight glass shows a lower liquid level than what the lower density foam creates inside the tower.
Notes:
* Flexsol is a registered trademark of Exxon Corporation.
About the Author
Andrew Sloley is a consultant in distillation and troubleshooting. He worked as a troubleshooter and consultant for Glitsch, Inc. from 1990 to 1995 and for an engineering company between 1995 and 1999. Previously, he worked as a process engineer in technology development and application for Exxon Chemicals. His experience covers a wide range of petroleum refining and petrochemical areas. He has authored or co-authored over 90 publications and conference papers. Papers have appeared in Oil and Gas Journal, Hydrocarbon Processing, Petroleum Technology Quarterly, Chemical Engineering Progress, Hydrocarbon Technology International, National Engineer, and others. Conference papers have included presentations at the National Petrochemical & Refiners Association, American Institute of Chemical Engineers, American Society of Mechanical Engineers, Japan Society of Mechanical Engineers, Chemical Engineers Australia, and others. He currently acts as a consultant to a variety of companies in the area of troubleshooting and distillation. Other current work includes both engineer and operator training for distillation operations, design, and troubleshooting. Sloley has a bachelor's degree in chemical engineering from the University of Tulsa, and is a registered professional engineer in the State of Texas. He resides in College Station, TX, and can be reached at asloley@distillationgroup.com or tel: 979-764-3975 (www.distillationgroup.com).